 简体中文
简体中文


เทคโนโลยีการผลิตหลักสำหรับเรือนวาล์วที่มีความแม่นยำ
มีความแม่นยำสูง ตัวเรือนโซลินอยด์วาล์วเหล็กประทับตรา อาศัยกระบวนการผลิตพื้นฐานสามขั้นตอน ได้แก่ การปั๊มแม่พิมพ์แบบก้าวหน้าสำหรับรูปทรงที่ซับซ้อน การขึ้นรูปลึกที่มีความแม่นยำสำหรับรูปทรงทรงกระบอก และการขึ้นรูปหลายขั้นตอนเพื่อความแม่นยำของมิติ กระบวนการเหล่านี้บรรลุถึงระดับความอดทนของ ±0.05มม โดยยังคงรักษาความหนาของผนังให้สม่ำเสมอภายใน ±0.02มม . การผสมผสานระหว่างเครื่องมือขั้นสูง วัสดุศาสตร์ และการควบคุมกระบวนการทำให้สามารถผลิตตัวเรือนที่ทนทานต่อแรงกดดันในการทำงานสูงสุด 10 เมกะปาสคาล และมีอุณหภูมิตั้งแต่ -40°ซ ถึง 150°ซ .
การปั๊มแม่พิมพ์แบบก้าวหน้าสำหรับรูปทรงที่ซับซ้อน
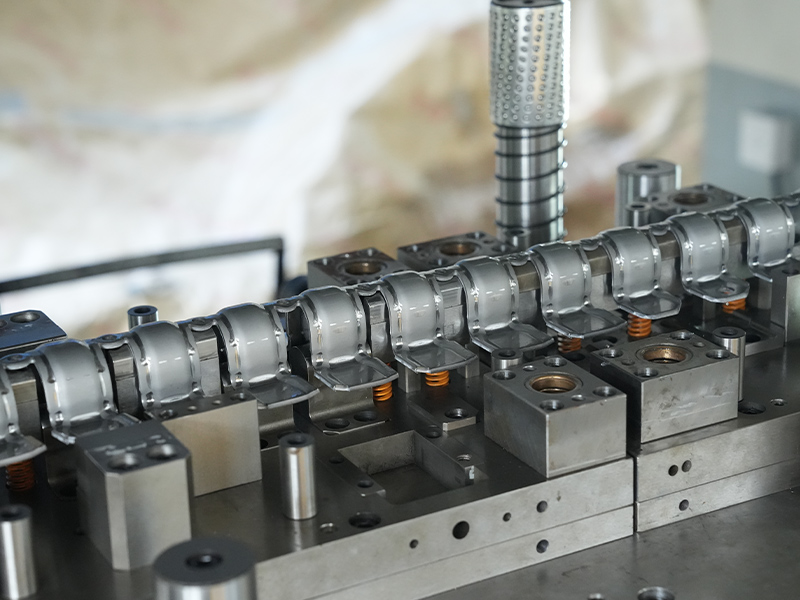
การปั๊มแม่พิมพ์แบบก้าวหน้าเป็นวิธีหลักในการผลิตตัวเรือนโซลินอยด์วาล์วที่มีคุณสมบัติที่ซับซ้อน กระบวนการนี้จะเปลี่ยนแถบโลหะแบนให้เป็นส่วนประกอบสำเร็จรูปผ่านชุดการดำเนินการแบบซิงโครไนซ์ที่สถานีแม่พิมพ์เดียว
การออกแบบแม่พิมพ์และการกำหนดค่าสถานี
แม่พิมพ์แบบโปรเกรสซีฟทั่วไปสำหรับการผลิตตัวเรือนวาล์วประกอบด้วย 12 ถึง 20 สถานี แต่ละอันดำเนินการเฉพาะ:
- รูนำร่องและคุณสมบัติการนำทาง
- การดำเนินการปิดและเจาะ
- ลำดับการขึ้นรูปและการดัดงอ
- การหยอดเหรียญเพื่อการตกแต่งพื้นผิว
- การตัดและการแยกชิ้นส่วน
การจัดการการไหลของวัสดุและแถบ
แถบพาหะจะรักษาความแม่นยำในการวางตำแหน่งส่วนประกอบตลอดความก้าวหน้า อัตราส่วนความกว้างของแถบที่เหมาะสมที่สุดมีตั้งแต่ 1.2 ถึง 1.5 เท่า ความกว้างของชิ้นส่วนทำให้มั่นใจในการขนส่งที่มั่นคงในขณะที่ลดการสูญเสียวัสดุให้เหลือน้อยที่สุด ความแม่นยำในการป้อนอาหารต้องอยู่ภายใน ±0.02มม เพื่อรักษาการควบคุมความอดทนสะสมในทุกสถานี
การเขียนแบบลึกที่แม่นยำสำหรับแบบฟอร์มตัวเรือนทรงกระบอก
การวาดลึกจะสร้างเปลือกทรงกระบอกหรือสี่เหลี่ยมซึ่งประกอบเป็นส่วนหลักของตัวเรือนโซลินอยด์วาล์ว กระบวนการนี้จำเป็นต้องมีการควบคุมการเสียรูปของวัสดุอย่างระมัดระวัง เพื่อป้องกันการฉีกขาด รอยย่น หรือการเปลี่ยนแปลงความหนา
ข้อจำกัดอัตราส่วนการวาด
อัตราส่วนการดึงออก (LDR) สำหรับเหล็กกล้าคาร์บอนต่ำที่ใช้กันทั่วไปในเรือนวาล์วโดยทั่วไปจะอยู่ในช่วงตั้งแต่ 2.0 ถึง 2.3 สำหรับการจับรางวัลครั้งแรก การดำเนินการวาดใหม่ครั้งต่อไปจะได้อัตราส่วนของ 1.3 ถึง 1.5 . สำหรับที่อยู่อาศัยที่มีความลึกเกิน 50มม จำเป็นต้องมีขั้นตอนการวาดหลายขั้นตอนด้วยการอบอ่อนระดับกลางเพื่อคืนความเหนียวของวัสดุ
| พารามิเตอร์ | วาดครั้งแรก | การจับฉลากครั้งที่สอง | งวดที่สาม |
|---|---|---|---|
| อัตราส่วนการวาด | 2.0-2.3 | 1.3-1.5 | 1.2-1.3 |
| แรงยึดที่ว่างเปล่า | 15-20% ของความสามารถในการพิมพ์ | ความสามารถในการพิมพ์ 12-18% | 10-15% ของความสามารถในการพิมพ์ |
| ความเร็วหมัด | 150-200 มม./วินาที | 200-250 มม./วินาที | 250-300 มม./วินาที |
ข้อกำหนดพื้นผิวของเครื่องมือ
พื้นผิวพันช์และดายต้องใช้ค่าความหยาบของพื้นผิวระหว่างกัน Ra 0.4 ถึง 0.8 ไมโครเมตร เพื่อลดแรงเสียดทานและป้องกันการครูด การเปลี่ยนรัศมีที่มุมหมัดต้องคงไว้ 4 ถึง 6 ครั้ง ความหนาของวัสดุเพื่อลดความเข้มข้นของความเค้นและความเสี่ยงในการแตกร้าว
การขึ้นรูปเย็นหลายขั้นตอนเพื่อความแม่นยำของมิติ
การขึ้นรูปเย็นช่วยปรับปรุงรูปทรงของตัวเรือนหลังจากกระบวนการปั๊มและเขียนแบบครั้งแรก การดำเนินการเหล่านี้รวมถึงการปรับขนาด การสร้างเหรียญ และการรีดเพื่อให้ได้ค่าความคลาดเคลื่อนที่แม่นยำซึ่งจำเป็นสำหรับการประกอบโซลินอยด์
การรีดเพื่อควบคุมความหนาของผนัง
การรีดผ้าจะช่วยลดความหนาของผนังในขณะที่เพิ่มความสูง ทำให้เกิดความสม่ำเสมอที่สำคัญสำหรับความสม่ำเสมอของฟลักซ์แม่เหล็กในการใช้งานโซลินอยด์ การลดอัตราการรีดผ้าโดยทั่วไปมีตั้งแต่ 20% ถึง 30% ของความหนาของผนังเดิมต่อขั้น สำหรับเรือนวาล์วที่ต้องการ 1.5มม ความหนาของผนังสุดท้าย วัสดุเริ่มต้นของ 2.0มม ผ่านการรีดสองครั้งโดยมีการลดความเครียดระดับกลาง
การสร้างพื้นผิวและรายละเอียด
การดำเนินการหยอดเหรียญจะประทับรายละเอียดเล็กๆ น้อยๆ เช่น เกลียวยึด พื้นผิวการซีล และเครื่องหมายระบุตัวตน กระบวนการนี้ใช้แรงกดดันจาก 800 ถึง 1200 เมกะปาสคาล สร้างสรรค์พื้นผิวของ Ra 0.2 ถึง 0.4 ไมโครเมตร บนพื้นที่ปิดผนึกที่สำคัญ ความหนาแน่นของวัสดุที่ถูกบีบอัดเพิ่มขึ้น 2% ถึง 5% ,เพิ่มความแข็งแรงและต้านทานการกัดกร่อน
การเลือกและการเตรียมวัสดุ
กระบวนการผลิตเริ่มต้นด้วยข้อกำหนดวัสดุที่เหมาะสม เหล็กกล้าคาร์บอนต่ำ เช่น เกรด DC04 หรือ DC05 ให้ความสมดุลที่เหมาะสมที่สุดในด้านความสามารถในการขึ้นรูปและความแข็งแรงสำหรับตัวเรือนโซลินอยด์วาล์ว
ข้อกำหนดคุณสมบัติทางกล
ข้อมูลจำเพาะของวัตถุดิบต้องเป็นไปตามพารามิเตอร์ที่เข้มงวด:
- ความแข็งแรงของผลผลิต: 180 ถึง 240 เมกะปาสคาล
- ความต้านทานแรงดึง: 270 ถึง 350 เมกะปาสคาล
- การยืดตัว: ขั้นต่ำ 38%
- ค่า r (อัตราส่วนความเครียดพลาสติก): ขั้นต่ำ 1.8
- ค่า n (เลขชี้กำลังการแข็งตัวของความเครียด): 0.18 ถึง 0.24
คุณภาพพื้นผิวและการหล่อลื่น
วัสดุที่เข้ามาจะต้องมีความหยาบของพื้นผิวด้านล่าง รา 1.6 ไมโครเมตร โดยไม่มีข้อบกพร่องเกินเลย 0.1มม ความลึก การหล่อลื่นล่วงหน้าด้วยสารเคลือบแปลงฟอสเฟตและสารหล่อลื่นสบู่ช่วยลดค่าสัมประสิทธิ์การเสียดสี 0.08 ถึง 0.12 ช่วยให้สามารถขึ้นรูปที่ซับซ้อนได้โดยไม่ทำลายพื้นผิว
การรักษาความร้อนและบรรเทาความเครียด
การทำงานเย็นทำให้เกิดความเค้นตกค้างซึ่งส่งผลต่อความเสถียรของขนาดและคุณสมบัติทางแม่เหล็ก กระบวนการบำบัดความร้อนที่มีการควบคุมช่วยคืนคุณลักษณะของวัสดุในขณะที่ยังคงความแม่นยำทางเรขาคณิต
การหลอมระหว่างกระบวนการ
ระหว่างขั้นตอนการวาดลึก การหลอมแบบแบทช์ที่ 680°ซ ถึง 720°C สำหรับ 2 ถึง 4 ชั่วโมง ตกผลึกโครงสร้างเกรนใหม่ การบำบัดนี้จะช่วยลดความแข็งจาก 85 ฮร ถึง 55 ฮร ช่วยให้สามารถทำการขึ้นรูปในภายหลังได้โดยไม่เกิดการแตกร้าว การควบคุมบรรยากาศแบบป้องกันจะป้องกันการเกิดออกซิเดชัน โดยรักษาคุณภาพพื้นผิวไว้สำหรับการประมวลผลในภายหลัง
การบรรเทาความเครียดขั้นสุดท้าย
คลายเครียดครั้งสุดท้าย ณ 550°C ถึง 600°C สำหรับ 1 ถึง 2 ชั่วโมง ทำให้ขนาดคงที่สำหรับการใช้งานที่สำคัญ การบำบัดนี้จะช่วยลดระดับความเครียดที่ตกค้างด้วย 70% ถึง 85% ป้องกันการบิดเบี้ยวระหว่างการตัดเฉือนหรือการประกอบ
โปรโตคอลการควบคุมคุณภาพและการตรวจสอบ
ความแม่นยำในการผลิตจำเป็นต้องมีการตรวจสอบที่ครอบคลุมในหลายขั้นตอน การควบคุมกระบวนการทางสถิติจะรักษาดัชนีความสามารถ (Cpk) ไว้ข้างต้น 1.33 สำหรับ critical dimensions.
การตรวจสอบในกระบวนการ
แม่พิมพ์แบบโปรเกรสซีฟมีการตรวจสอบเซ็นเซอร์:
- การเปลี่ยนแปลงแรงหมัด (ความอดทน ±5% )
- ความแม่นยำในการป้อนแถบ (ตรวจสอบทุกจังหวะ)
- การยืนยันการดีดชิ้นส่วน
- อุณหภูมิเครื่องมือ (สัญญาณเตือนที่ 80°C )
การตรวจสอบมิติ
เครื่องวัดพิกัดจะตรวจสอบมิติที่สำคัญบนความถี่ตัวอย่างของ ทุก ๆ 30 นาที ระหว่างดำเนินการผลิต การวัดที่สำคัญได้แก่เส้นผ่านศูนย์กลางด้านใน (ความคลาดเคลื่อน ±0.03มม ) ศูนย์กลาง ( ทีอาร์ 0.05 มม ) และความตั้งฉากของหน้ายึด ( 0.02มม ).
การทดสอบการทำงาน
ตัวเรือนตัวอย่างผ่านการทดสอบแรงดันที่ 1.5 เท่า แรงดันใช้งานสูงสุดสำหรับ 30 วินาที ระยะเวลาขั้นต่ำ อัตราการรั่วไหลต้องไม่เกิน 1×10⁻⁴ เอ็มบาร์·ลิตร/วินาที เมื่อทดสอบด้วยแมสสเปกโตรมิเตอร์ฮีเลียม
การตกแต่งพื้นผิวและการปกป้อง
การรักษาพื้นผิวขั้นสุดท้ายช่วยให้มั่นใจได้ถึงความต้านทานการกัดกร่อนและความเข้ากันได้กับของเหลวที่ใช้งาน ทางเลือกของการเคลือบขึ้นอยู่กับสภาพแวดล้อมการใช้งานเฉพาะ
การเคลือบสังกะสี
เคลือบสังกะสีด้วยไฟฟ้าของ 8 ถึง 12 ไมโครเมตร ความหนาช่วยป้องกันการกัดกร่อนแบบเสียสละ การบำบัดด้วยทู่ด้วยสารประกอบโครเมียมไตรวาเลนท์ช่วยเพิ่มความต้านทานต่อการพ่นเกลือ 240 ชม ต่อการทดสอบ ASTM B117
สารเคลือบอินทรีย์
การใช้งานเคลือบผงของ 60 ถึง 80 ไมโครเมตร ความหนาให้ความทนทานต่อสารเคมีและเป็นฉนวนไฟฟ้า บ่มที่ 180°ซ ถึง 200°ซ ช่วยให้มั่นใจได้ถึงการยึดเกาะของสารเคลือบที่ 5B ต่อการทดสอบ cross-hatch ตามมาตรฐาน ASTM D3359
บูรณาการกระบวนการและระบบอัตโนมัติ
การผลิตสมัยใหม่ผสมผสานกระบวนการต่างๆ เข้าด้วยกันผ่านระบบถ่ายโอนอัตโนมัติ การจัดการด้วยหุ่นยนต์ระหว่างแท่นปั๊ม เตาบำบัดความร้อน และสถานีตกแต่งขั้นสุดท้ายจะช่วยลดความเสียหายในการจัดการในขณะที่ยังคงรักษาอัตราการผลิตไว้ได้ 800 ถึง 1200 ชิ้นต่อชั่วโมง .
การออกแบบระบบถ่ายโอน
ระบบถ่ายโอนแบบสามแกนจะย้ายส่วนประกอบระหว่างการปฏิบัติงานด้วยความแม่นยำของตำแหน่ง ±0.05มม . การเลือกมือจับแบบสุญญากาศหรือแบบแม่เหล็กขึ้นอยู่กับรูปทรงของส่วนประกอบและข้อกำหนดด้านการตกแต่งพื้นผิว จังหวะการถ่ายโอนจะซิงโครไนซ์กับรอบการกดเพื่อลดเวลาว่างให้เหลือน้อยที่สุด
บูรณาการข้อมูล
ระบบการดำเนินการผลิตจะรวบรวมพารามิเตอร์กระบวนการจากการดำเนินการแต่ละครั้ง เพื่อสร้างบันทึกการตรวจสอบย้อนกลับที่สมบูรณ์ ข้อมูลนี้ช่วยให้สามารถวิเคราะห์สาเหตุที่แท้จริงได้อย่างรวดเร็วเมื่อความแปรผันของมิติเกิดขึ้น ซึ่งช่วยลดเวลาในการแก้ไขปัญหาลงได้ 60% ถึง 75% เปรียบเทียบกับการตรวจสอบกระบวนการแบบแยกส่วน
ข้อบกพร่องทั่วไปและกลยุทธ์การป้องกัน
การทำความเข้าใจข้อบกพร่องในการผลิตที่อาจเกิดขึ้นช่วยให้สามารถป้องกันเชิงรุกผ่านการปรับเปลี่ยนกระบวนการ
| ประเภทข้อบกพร่อง | สาเหตุ | วิธีการป้องกัน |
|---|---|---|
| รอยย่น | แรงยึดที่ว่างเปล่าไม่เพียงพอ | เพิ่มกำลัง 10-15% |
| น้ำตาไหล | อัตราส่วนการวาดมากเกินไป | เพิ่มขั้นตอนการหลอมกลาง |
| สปริงแบ็ค | ความแข็งแรงของวัสดุสูง | เอียงไป 2-3 องศา |
| โกรธ | การยึดเกาะของวัสดุเครื่องมือ | เคลือบ PVD กับเครื่องมือ |
การบำรุงรักษาเครื่องมือและการจัดการชีวิต
เครื่องมือถือเป็นการลงทุนที่ใหญ่ที่สุดในการผลิตตัวเรือนวาล์ว การบำรุงรักษาที่เหมาะสมจะช่วยยืดอายุการใช้งานของแม่พิมพ์ในขณะที่ยังคงรักษาคุณภาพที่สม่ำเสมอ
การเลือกวัสดุแม่พิมพ์
ส่วนประกอบพันช์และดายใช้เหล็กกล้าเครื่องมือ เช่น DC53 หรือ SKH-51 สำหรับบริเวณที่มีการสึกหรอสูง ข้อกำหนดด้านความแข็งมีตั้งแต่ 58 ถึง 62 เหล็กแผ่นรีดร้อน สำหรับ cutting edges and 60 ถึง 64 เหล็กแผ่นรีดร้อน สำหรับ forming surfaces. Submicron carbide inserts extend life in critical wear zones by 300% ถึง 500% .
กำหนดการบำรุงรักษา
การบำรุงรักษาเชิงป้องกันเกิดขึ้นตามช่วงเวลาที่กำหนด:
- รายวัน: ทำความสะอาดและตรวจสอบความเสียหาย
- รายสัปดาห์: วัดมิติข้อมูลที่สำคัญ
- รายเดือน: ขัดรัศมีและลับคมตัดอีกครั้ง
- รายไตรมาส: ถอดชิ้นส่วนและเคลือบใหม่ทั้งหมด
บรรลุผลสำเร็จของแม่พิมพ์แบบก้าวหน้าที่ได้รับการบำรุงรักษาอย่างดี 5 ถึง 10 ล้าน จังหวะก่อนการปรับปรุงใหม่ครั้งใหญ่ โดยการเปลี่ยนส่วนประกอบแต่ละชิ้นเพื่อจัดการความก้าวหน้าของการสึกหรอ











