简体中文
简体中文
ข่าว
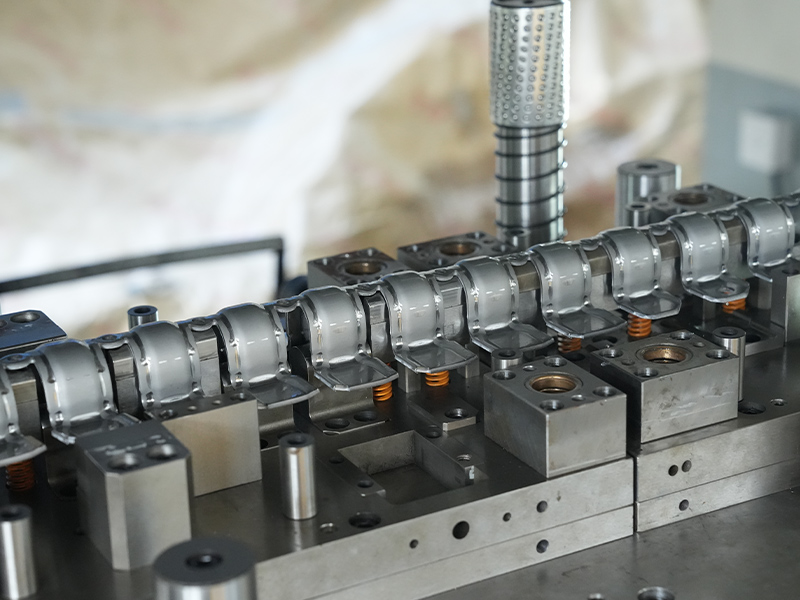
บ้าน / ข่าว / ข่าวอุตสาหกรรม / กระบวนการปั๊มโลหะคืออะไร? คู่มือฉบับสมบูรณ์เกี่ยวกับการขึ้นรูปโลหะแผ่น

กระสุนโลหะสแตนเลสสตีลของเราเป็นส่วนประกอบที่มีประสิทธิภาพสูงที่ออกแบบมาเพื่อตอบสนองความต้องการที่ต้องการของอุตสาหกรรมที่ต้องการความแม่นยำความทนทานและความต้านทานต่อสภาพแวดล้อมที่รุนแรง ผลิตโดยใช้เทค...
ดูรายละเอียด
ปลั๊กอินอิเล็กทรอนิกส์สแตนเลสที่ประทับตราเป็นส่วนประกอบที่ได้รับการออกแบบทางวิศวกรรมที่ผลิตโดยใช้เทคนิคการปั๊มขั้นสูง ทำจากสแตนเลสคุณภาพสูงส่วนนี้มีความทนทานที่ยอดเยี่ยมความต้านทานการกัดกร่อนและฉนว...
ดูรายละเอียด
ปะเก็นรถสแตนเลสสตีลที่ทนต่ออุณหภูมิสูงของเราได้รับการออกแบบทางวิศวกรรมเพื่อประสิทธิภาพในการใช้งานยานยนต์ที่ต้องใช้ความทนทานภายใต้สภาวะความร้อนและความดัน ผลิตจากสแตนเลสระดับพรีเมี่ยมปะเก็นนี้ช่วยให้...
ดูรายละเอียด
ตัวยึดสแตนเลสสตีลทนความดันสูงของเราเป็นวิธีแก้ปัญหาที่แข็งแกร่งทนทานและเชื่อถือได้สำหรับการรักษาความปลอดภัยอุปกรณ์ในสภาพแวดล้อมที่ต้องการความดันและความสมบูรณ์ของโครงสร้างมีความสำคัญ ทำจากสแตนเลสเกร...
ดูรายละเอียด
ตัวเรือนโซลินอยด์วาล์วเหล็กที่ประทับตราเป็นส่วนประกอบที่ได้รับการออกแบบทางวิศวกรรมที่มีความแม่นยำซึ่งออกแบบมาเพื่อห่อหุ้มและปกป้องระบบวาล์วโซลินอยด์ ผลิตโดยใช้กระบวนการปั๊มโลหะขั้นสูงเช่นการวาดลึกก...
ดูรายละเอียด
ปะเก็นเหล็กของเราเป็นโซลูชันการปิดผนึกประสิทธิภาพสูงที่ออกแบบมาเพื่อให้ประสิทธิภาพที่ทนทานและเชื่อถือได้ในการใช้งานอุตสาหกรรมที่หลากหลาย ผลิตจากวัสดุเหล็กคุณภาพสูงปะเก็นนี้ได้รับการออกแบบทางวิศวกรร...
ดูรายละเอียด
แผ่นแรงเสียดทานเหล็กของเราเป็นส่วนประกอบที่มีคุณภาพสูงและทนทานที่ออกแบบมาเพื่อใช้ในระบบเครื่องจักรกลที่หลากหลายซึ่งต้องการการถ่ายโอนพลังงานและความต้านทานความร้อนที่มีประสิทธิภาพ ผลิตโดยใช้โลหะผสมเห...
ดูรายละเอียด
แผ่นเสริมที่นั่งเหล็กที่ประทับตราเหล็กขนาด 65mn เป็นส่วนประกอบการปั๊มโลหะที่มีความแม่นยำที่ทำจากเหล็กกล้าคาร์บอนสูง (65mn) ซึ่งเป็นวัสดุที่รู้จักกันดีสำหรับความแข็งความต้านทานแรงดึงและความต้านทานกา...
ดูรายละเอียด
หมวกกันฝุ่นแบริ่งทองเหลืองเป็นส่วนประกอบสำคัญที่ออกแบบมาเพื่อป้องกันแบริ่งและชิ้นส่วนเครื่องจักรกลอื่น ๆ จากสิ่งสกปรกฝุ่นความชื้นและสารปนเปื้อนที่อาจทำให้เกิดการสึกหรอและความเสียหายก่อนวัยอันควร แค...
ดูรายละเอียด
การประกอบเข็มโซลินอยด์โซลินอยด์ทองแดงเป็นส่วนประกอบที่ได้รับการออกแบบทางวิศวกรรมที่มีความแม่นยำซึ่งออกแบบมาเพื่อเพิ่มประสิทธิภาพและความน่าเชื่อถือของวาล์วโซลินอยด์ที่ใช้ในการใช้งานอุตสาหกรรมต่างๆ ส...
ดูรายละเอียด
ขั้วต่อฟอสเฟอร์บรอนซ์เป็นส่วนประกอบไฟฟ้าที่ได้รับการออกแบบมาจากโลหะผสมทองแดงที่ผสมผสานทองแดงดีบุกและฟอสฟอรัส วัสดุพิเศษนี้นำเสนอการผสมผสานที่เป็นเอกลักษณ์ของการนำไฟฟ้าความต้านทานการกัดกร่อนและคุณสม...
ดูรายละเอียด
ปลั๊กเสาเข็มชาร์จพลังงานทองแดงที่มีการชุบด้วยพลังงานใหม่เป็นขั้วต่อประสิทธิภาพสูงที่ออกแบบมาเป็นพิเศษสำหรับสถานีชาร์จรถยนต์ไฟฟ้าพลังงานไฟฟ้าใหม่ ทำจากวัสดุทองแดงคุณภาพสูงและผลิตโดยใช้เทคโนโลยีการปั...
ดูรายละเอียดรายละเอียดการติดต่อ
Address: No.6 Qiasheng North Road, Caoqiao Industrial Park, เมือง Xueyan
TEL: 86-15050692548
หากคุณสนใจผลิตภัณฑ์ของเราโปรดปรึกษาเรา